





















Пожалуйста, нажмите на неё. Чтобы посмотреть видео, перейдите по ссылке:
https://www.youtube.com/shorts/9aEUcIyW3cU
РАБОЧИЙ ПРОЦЕСС:
Тип пластины:
Толщина материала (толщина стенки): 2,3-3,0 мм, стандартная толщина: 2,7 мм.


Материал:
Компоненты машин
| Серийный номер. | Название продукта | Единица | Кол-во | Примечания |
|---|---|---|---|---|
| 1 | Размотчик | Набор | 1 | 3-тонный гидравлический разматыватель |
| 2 | Основной формовочный станок | Набор | 1 | Включая редуктор, коробку передач, направляющий механизм, механизм холодной прокатки. |
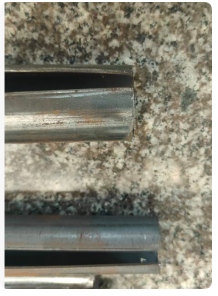
| 3 | Устройство для резки | Набор | 1 | Включая функции резки, нарезания канавок, сужения, подсчета, а также ручку регулировки анкерного стержня. |
| 4 | Устройство подачи | Набор | 2 | Один подающий механизм с электроприводом приводит в движение один подающий механизм без электропривода, регулируемая скорость подачи. |
| 5 | Бункер для сбора якорных стержней | Набор | 1 | Для размещения излишков обрезанных анкерных стержней |
| 6 | Система гидравлической станции | Набор | 1 | Оснащен двигателем мощностью 7,5 кВт и плунжерным насосом на 25 МПа. |
| 7 | Система управления ПЛК | Набор | 1 |
В состав системы входят ПЛК, сенсорный экран, частотный преобразователь и другие электрические компоненты; все компоненты могут быть установлены на платформе Codesys.
|
| 8 | Портальная ферменная роботизированная рука (двурукая) | Набор | 1 | Роботизированная рука 1 точно захватывает анкерные стержни из подающего устройства и размещает их в зарезервированном положении на рабочем столе для сборки колец; после сборки колец роботизированная рука 2 захватывает анкерные стержни с собранными кольцами и размещает их на сварочных станциях 1 и 2 соответственно. Каждая роботизированная рука работает независимо, перемещаясь вперед и назад, с регулируемой скоростью и расстоянием перемещения влево, вправо, вверх и вниз. |
| 9 | Верстак для сборки колец | Набор | 1 | Состоит из кольцевой опоры и пневматического цилиндра, предназначен для установки анкерных стержней длиной 1,5-3 м. |
| 10 | Гидравлический станок для изготовления колец | Набор | 1 | Возможность изготовления колец из стальной проволоки диаметром φ8 мм; стальная проволока для изготовления колец должна быть холоднотянутой (идеально круглой формы) с погрешностью диаметра менее 0,02 мм (2 мил). |
| 11 | Формы для станков для изготовления колец | Набор | 6 |
Пресс-формы для проволоки диаметром 8 мм, технические характеристики следующие:
|
| 12 | Аппарат для кольцевой сварки | Набор | 1 | Автоматический аппарат для сварки колец с станциями A и B. |
| 13 | Бункер для сбора готовой продукции | Набор | 1 | Для установки готовых анкерных стержней |
| 14 | Быстросменный патрон основного формовочного станка | Набор | 5 |
Включая профили для профилирования профилей диаметром 39 мм, 40 мм, 43 мм, 44 мм, 47 мм и 48 мм, а также 6 типов патронов.
|
Основные технические требования
Этот станок может производить разъемные анкерные болты шести спецификаций с диаметрами 39 мм, 40 мм, 43 мм, 44 мм, 47 мм и 48 мм, с производительностью около 2500 готовых анкерных болтов за 8 часов.
Автоматизированный станок для анкерных болтов представляет собой автоматизированное производственное оборудование, объединяющее в себе процессы формовки, обжима, изготовления колец, резки и сварки анкерных болтов. Он отличается высокой степенью автоматизации, простотой в эксплуатации и высокой производительностью. Его характеристики и производительность превосходят показатели существующих производственных линий, при этом каждый узел работает надежно и имеет низкий уровень отказов. При использовании холоднокатаной полосовой стали с пределом прочности на растяжение более 550 МПа максимальная производительность достигает...
4,5±1 штук в минуту
анкерные болты с разъемным креплением, соответствующие стандарту MT 285-1992, с характеристиками MF39/40/43/47/48×1800-2400 мм, регулируемой длины.
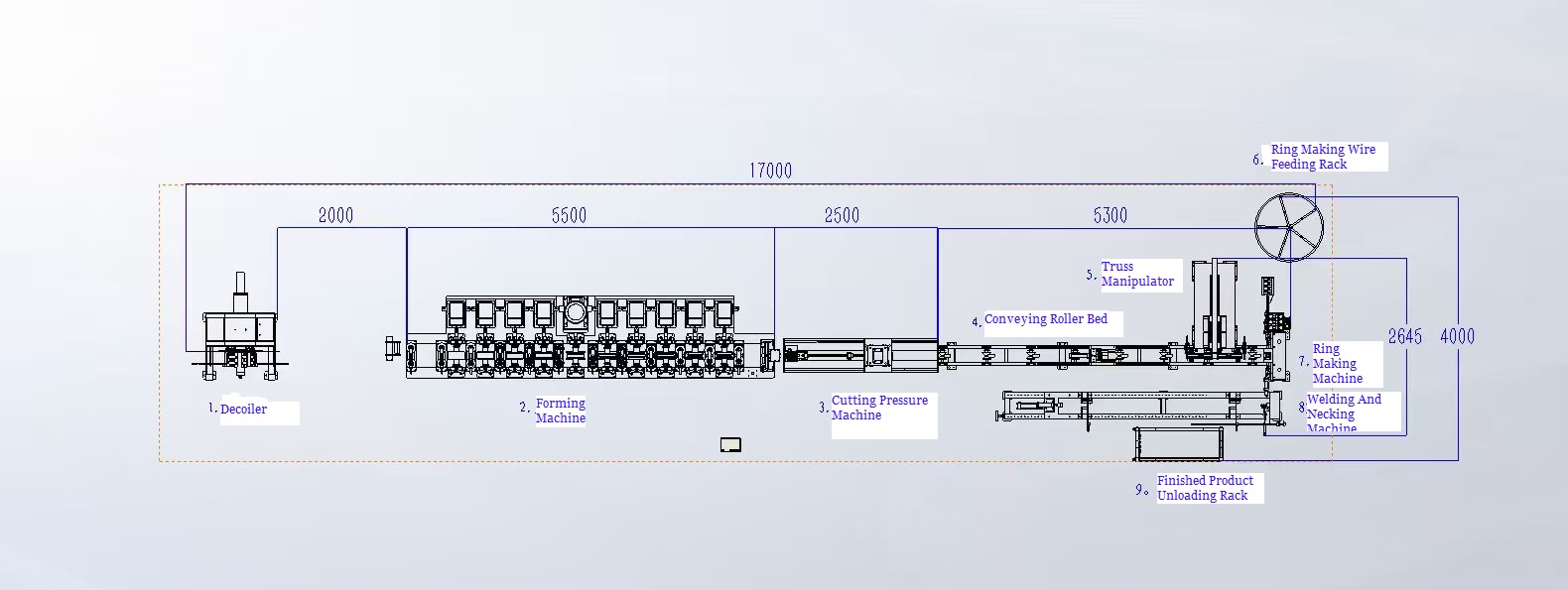
Производственная линия состоит из: 3-тонного гидравлического разматывателя → станка для формовки анкерных болтов → устройства для подсчета, сужения и резки → подающего устройства → роботизированной руки для портальных ферм → сборочного верстака для колец → станка для изготовления колец → сварочного аппарата для колец → главного шкафа управления → гидравлических компонентов → бункера для сбора готовой продукции.
Стальная полоса поступает в формовочный станок и подвергается десятипроходной прокатке для изготовления анкерных болтов шести спецификаций с диаметрами 39 мм, 40 мм, 43 мм, 44 мм, 47 мм и 48 мм соответственно. Главный вал анкерного болта имеет диаметр 70 мм и выполнен с левой и правой резьбой. Обе стороны валов оснащены двойными контргайками и стопорными шайбами для предотвращения ослабления валов. Привод осуществляется трехфазным асинхронным двигателем мощностью 15 кВт. Мощность передается на каждый вал формовочного станка через распределительную коробку после замедления редуктором, обеспечивая сбалансированную мощность и синхронную скорость каждого вала. Предусмотрено беспроводное дистанционное управление запуском и остановкой.
Метод резки — гидравлическая направляющая. Направляющая тележка установлена на линейной направляющей рамы, на ней смонтировано гидравлическое устройство для резки и сужения болтов. Счетчик посылает команды режущему устройству, анкерный болт толкает тележку вперед по линейной направляющей, а режущий штамп перемещает болт на заданную длину в соответствии с инструкциями для резки и сужения. Сервомотор приводит в движение шариковинтовую передачу для возврата тележки в исходное положение, обрезанные и суженные болты поступают в подающий желоб, и подающее устройство автоматически направляет болты в зарезервированное положение.
Получив сигнал о наличии болта, передаваемый из зарезервированного положения подающего устройства, захват 1 роботизированной руки портальной фермы захватывает болт и доставляет его на станцию сборки колец, обеспечивая неизменность направления прорези болта во время движения. Он работает в направлении вперед и назад, обеспечивая многократную транспортировку болтов с регулируемой скоростью и расстоянием перемещения.
Получив сигнал о завершении работы от станка для изготовления колец, захват 2 роботизированной руки портальной фермы захватывает болт и доставляет его к сварочным станциям А и В кольцевого сварочного аппарата, обеспечивая неизменность направления разреза болта во время движения. Он перемещается вперед и назад, обеспечивая многократную транспортировку болтов с регулируемой скоростью и расстоянием.
Верстак для сборки колец
После получения корпуса болта, доставленного роботизированной рукой № 1, пневматический цилиндр перемещает его в зарезервированное положение кольцевого станка для быстрой сборки колец.
Подающая стеллаж для проволоки
:
Весь пучок холоднотянутой проволоки диаметром 8 мм (материал: Q195, погрешность округлости в пределах 0,02 мм) устанавливается на рейку подающего барабана, после чего холоднотянутая проволока вручную вытягивается и подается в подающий ролик кольцеделательной машины.
Гидравлический станок для изготовления колец
:
Эта деталь состоит из катушки подачи проволоки, сервопривода подачи и гидравлического станка для резки и формовки. Она выпрямляет рулон сырья, разрезает его на заданную длину и наматывает стальной стержень в нужное положение для анкерного болта, предотвращая его ослабление. Резка и намотка в этой детали контролируются гидравлическими цилиндрами, длина подачи и параметры намотки регулируются ПЛК, а параметры настраиваются с помощью сенсорного экрана.
Аппарат для кольцевой сварки
: Состоит из двух сварочных аппаратов CO2, оснащенных двухстанционным (станции A и B) рабочим столом для сварки болтовых колец. После получения болтового кольца со стальным кольцом, доставленного захватом 2 роботизированной ферменной конструкции, сварочные станции (A и B) выполняют быструю сварку с получением ровных и гладких сварных швов и высокой скоростью сварки. Сила тока и напряжение сварочного аппарата для колец могут регулироваться дистанционно.
Бункер для сбора готовой продукции
:
После того как сварочный аппарат выгружает готовые сварные анкерные болты, они автоматически поступают в бункер для сбора готовой продукции. Оборудование работает непрерывно без ручного вмешательства.
Панель управления
:
Управляет процессами с 1 по 10 и поддерживает беспроводное дистанционное управление.
Гидравлическая станция
:
Используется гидравлическим режущим устройством и гидравлическим станком для изготовления колец.
Основные параметры и ключевые характеристики оборудования
1. Технические параметры оборудования
1.1 Диаметр горизонтального вала: φ70 мм
1.2 Высота центра нижнего вала: 140 мм
1.3 Расстояние между центрами вертикальной регулировки вала: 135-160 мм
1.4 Расстояние между передним и задним горизонтальными валами: 400 мм
1.5 Диаметр вертикального вала ролика: φ25 мм
1.6 Диапазон регулировки двух вертикальных роликов: 90-170 мм
2. Ключевые данные
2.1 Скорость формовки: 4-12 м/мин, регулируемая.
2.2 Главный вращающийся двигатель: 15 кВт
2.3 Переходник: K107
2.4 Мощность двигателя гидравлической насосной станции: 7,5 кВт
2.5 Толщина прокатки на предприятии: 2,7 мм для рулонов стальной полосы Q195-Q355
2.6 Фиксированная длина: 1,8-2,4 м
Производительность по анкерным болтам: 2,7 шт. в минуту: 4,5 шт. ±1
2.8 Роботизированная рука с портальной ферменной конструкцией: 1 комплект (2 станции: A, B)
2.9 Гидравлический станок для изготовления колец: 1 комплект
2.10 Сварочный аппарат для колец: 1 комплект
| НЕТ | НАЗВАНИЕ МАШИНЫ | ЕДИНИЦА | Кол-во | ЗАМЕЧАНИЯ | ФОТОГРАФИИ |
| 1 |
Гидравлическая натяжная подающая решетка
|
Набор | 1 |
Включая гидравлическую станцию
|

|
| 2 |
Главный станок для формовки анкерных болтов
|
Набор
|
1 |
Включая один комплект быстросменных пластин, соответствующих техническим требованиям.
|

|
| 3 |
Отделение разделки и обработки горловины
|
Набор
|
1 |
Включая гидравлическую станцию
|

|
| 4 |
Стеллаж для транспортировки анкерных стержней
|
Набор
|
1 |
3,5 м в длину
|

|
| 5 |
Электрический шкаф
|
Набор
|
1 |
Для всей производственной линии
|
|
| 6 |
Портальная ферменная конструкция, роботизированная рука
|
Набор
|
1 |
Включает в себя два блока: подъемный и транспортировочный.
|

|
| 7 |
Автоматический гидравлический станок для изготовления колец
|
Набор
|
1 |
В комплект входят один набор пресс-форм и верстак для сборки колец.
|

|
| 8 |
Автоматический аппарат для кольцевой сварки (двухпозиционный)
|
Набор | 1 |
В том числе два сварочных аппарата Panasonic 350.
|

|
| 9 |
Сборный бункер
|
Набор | 2 |
-
|

|
| 10 |
Формы для станков для изготовления колец
|
Набор | 1 |
-
|
|
| 11 |
Быстросменная пластина
|
Набор | 1 |
Для разъемного анкерного болта диаметром 39 мм
|
|
| 12 |
Быстросменная пластина
|
Набор | 1 |
Для разъемного анкерного болта диаметром 40 мм
|
|
| 13 |
Быстросменная пластина
|
Набор
|
1 |
Для разъемного анкерного болта диаметром 43 мм
|
|
| 14 |
Быстросменная пластина
|
Набор
|
1 |
Для разъемного анкерного болта диаметром 44 мм
|
|
| 15 |
Быстросменная пластина
|
Набор
|
1 |
Для разъемного анкерного болта диаметром 47 мм
|
|
| 16 |
Дополнительная опция: полуавтоматическая машина для изготовления колец
|
Набор
|
1 |
Включая разматыватель стальных прутков.
|

|
| 17 |
Полуавтоматический аппарат для кольцевой сварки (однопозиционный)
|
Набор
|
1 |
113000; Включая один сварочный аппарат Panasonic 350.
|

|
| 18 |
Верхний резец анкерного болта
|
шт. | 1 |
Т-тип
|
|
| 19 |
Нижний резец анкерного болта
|
шт. | 1 |
-
|
|












